Наставник: Тишин Владимир Владимирович, преподаватель спец. дисциплин Высшей квалификационной категории
Ученики: Тишин Антон Владимирович, 3 курс (18 лет); Фоменко Сергей Иванович, 4 курс (20 лет)
Город: г. Барнаул, Алтайский край
Название промышленного предприятия: ОАО «Радиозавод», ОАО «Алтайский завод прецизионных изделий»
Название колледжа: ФГОУ СПО «Алтайский государственный колледж»
Название объединения технического творчества: «Молодой новатор»
Название изобретения или изделия: Исследовательская работа «Пьезорезец для точной обработки металлов при точении»
Описание сути и значимости изобретения
В арсенале современного машиностроения имеются разнообразные технологии для создания элементов машин.
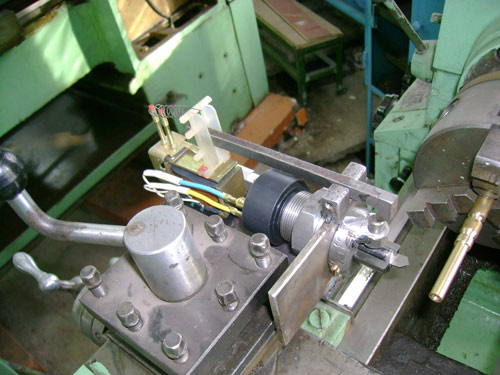
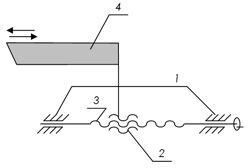
Токарная обработка (точение) – наиболее распространённый метод изготовления деталей типа тел вращения (валы, диски, оси, пальцы, кольца, втулки и др.) на токарных станках (Рисунок 1).
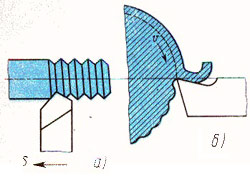
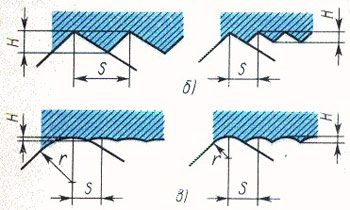
На поверхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок (Рисунок 2).
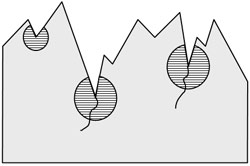
Совокупность микронеровностей, образующихся на поверхности детали, называют шероховатостью поверхности. Шероховатость поверхности оказывает непосредственное влияние на качество неподвижных и подвижных соединений в машинах.
Детали с грубой поверхностью не обеспечивают в неподвижных соединениях требуемой точности и качества сборки, а в подвижных соединениях быстро изнашиваются и не выдерживают первоначальных зазоров.
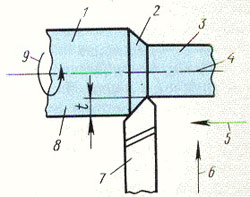
Высота H и характер микронеровностей зависят от обрабатываемого материала, режимов резания, геометрии режущих кромок инструментов (Рисунок 3).
Профиль микронеровностей имеет вершины и впадины. Каждая впадина является концентратором механических напряжений при работе в механизмах машины. Концентратор напряжений может явиться причиной разрушения детали в нагруженном состоянии при работе (Рисунок 4).
Глубина резания t существенно влияет на величину упругих и пластических деформаций, возникающих на обрабатываемой при точении поверхности.
Установка глубины резания на токарных станках осуществляется перемещением суппорта посредством винтовой передачи. Данная передача имеет ограничения наименьшей глубины резания по причине погрешностей в подшипниковых опорах, винтовой паре (Рисунок 5).
Пьезоматериалы обладают уникальными свойствами изменять линейные размеры в условиях подаваемого электрического напряжения (обратный пьезоэффект). Используя данный эффект линейной зависимости Δh от U, в рамках работы исследована возможность применения пьезоэлектрика в качестве привода при токарном точении для тонкой настройки глубины резания (Рисунок 6).
Чёткая градация выхода подвижного резца позволяет устанавливать тонкие величины t (глубина резания), что, безусловно, отражается на показателях шероховатости и точности деталей при обработке.
Техническое описание прибора
Наименование прибора (Модуль А): «Пьезорезец для точной обработки металлов при точении»
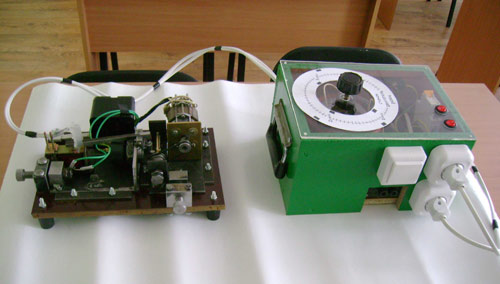
Устанавливается: на токарный станок 1К62 или на министанок (Модуль В)
Техническая характеристика прибора (Модуль А)
Выход резца на глубину обработки t (мм) – 0,001 … 0,003
Электрическое напряжение питания (В) – 220; 50 Гц
Напряжение на пьезокристалл при постоянном токе (В) – 50 … 210
Электрическая мощность (Вт) – 2,6
Максимальная сила P (Н) для выхода резца на 0,003 мм – 6
Обороты шпинделя двигателя станка (мин-1) – 200 … 5000
Продольный ход суппорта (мм) – 0 … 12
Поперечный ход суппорта (мм) – 0 … 3
Размеры обрабатываемой детали
длина (мм) – 85
диаметр (мм) – 10
Габариты министанка (мм) – 330х200х150
Электрическая мощность (Вт) – ~500
Принцип работы прибора
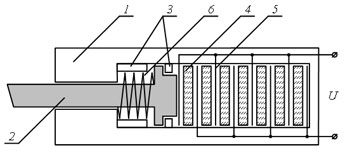
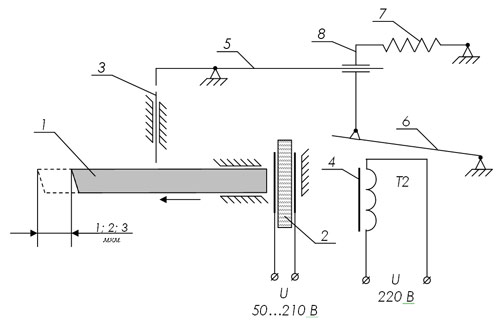
Для выхода резца на глубину резания (1; 2 или 3 мкм) необходимо: включить электрическое питание для пьезоэлемента и электромагнита (ЛАТР тарирован t = f (U)) (Рисунок 7).
Электромагнитом притягивается планка 6, укреплённая на штанге 8, тем самым меняется положение рычага 5 в условиях растяжения пружины 7.
При изменении положения рычаг 5 прекращает воздействие на замок 3, тем самым освобождает резец для выхода на регулируемую глубину резания. Одновременно пьезоэлемент 2 перемещает резец на тарированную величину глубины резания за счёт обратного пьезоэффекта.
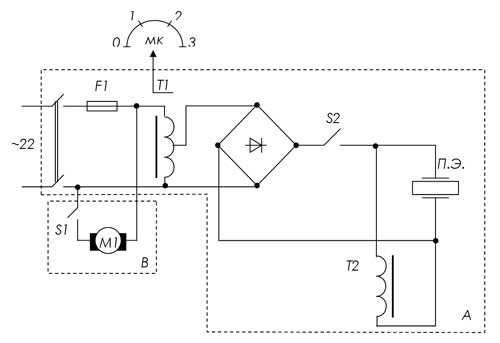
Отключение электрической цепи вводит в работу пружину 7, при этом выход резца фиксируется замком. Электрическая схема представлена на рисунке 8.
Технология с использованием пьезорезца предлагается для внедрения в авиационную промышленность в создании двигателей при обработке титановых, алюминиевых и медных сплавов.
Операции:
• Калибровка сопрягаемых в подшипниках деталей;
• Обработка поверхностей перед гальванообработкой;
• Проведение подкалибровки поверхности точением после литейного производства.
В настоящее время предложения с целью внедрения данной технологии поступают на предприятия:
• ОАО «Радиозавод», г.Барнаул;
• ОАО «Алтайский завод прецизионных изделий», г.Барнаул
Портал журнала «Наука и жизнь» использует файлы cookie и рекомендательные технологии.
Продолжая пользоваться порталом, вы соглашаетесь с хранением и использованием
порталом и партнёрскими сайтами файлов cookie и рекомендательных технологий на вашем устройстве.
Подробнее