Автор: Дёмчев Иван Владимирович, Кузнецов Павел Григорьевич. Наставник: Ванин Владимир Агафонович 1ое, 2ое и 3е место: II место Город: Москва Место учебы: Колледжа автоматизации и радиоэлектроники № 27 имени П.М.Вострухина
1. Постановка задачи конструкторской разработки
1.1. Требования, предъявляемые к шпинделям внутришлифовальных станков для изготовления высокоточных деталей
Современное машиностроение ставит перед производителями металлорежущих станков все более высокие требования по точности изготовления деталей на станках. Такое положение обусловлено тем, что эксплуатационные показатели изготовляемых машин находятся в прямой зависимости от точности изготовления и сборки как отдельных деталей, так и машины в целом. Выполнение финишных операций при изготовлении высокоточных (прецизионных) деталей осуществляется на шлифовальных, доводочных и суперфинишных станках. Шлифовальные работы производятся на круглошлифовальных (наружное и внутреннее шлифование), плоскошлифовальных и бесцентровошлифовальных станках.
Внутреннее шлифование применяют для получения высокой точности отверстий на заготовках, как правило, прошедших термическую обработку. Возможно шлифование сквозных, несквозных (глухих), конических и фасонных отверстий. Диаметр шлифовального круга составляет 0,7 ... 0,9 диаметра шлифуемого отверстия. Кругу сообщают высокую частоту вращения: она тем выше, чем меньше диаметр круга. На внутришлифовальных станках также обрабатывают и и внутренние торцовые поверхности. Внутренние фасонные поверхности шлифуют специально заправленным кругом методом врезания.
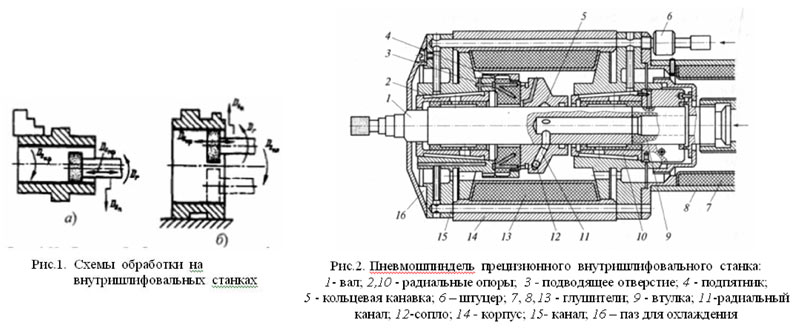
Внутренние конические поверхности шлифуют с поворотом передней бабки так, чтобы образующая конуса расположилась вдоль направления продольной подачи. Закрепление заготовок выполняется в кулачковом патроне или на столе станка, если заготовка имеет большие размеры - планетарное шлифование (рис. 1). Шлифовальный круг вращается вокруг своей оси, а также вокруг оси отверстия, что аналогично движению круговой подачи (положение круга, совершившего в планетарном движении пол-оборота, показано штриховой линией). Планетарным шлифованием можно обрабатывать внутренние фасонные и торцовые поверхности, а также отверстия, положения которых определенным образом связаны друг с другом (например, на деталях типа корпусов).
При внутреннем шлифовании поверхностей отверстий малых диаметров (несколько миллиметров) станки снабжают специальными быстроходными шпинделями. Частота вращения шлифовального круга достигает значений 300 000 об/мин, что накладывает особые требования на технологию изготовления таких шпинделей.
Шпиндель металлорежущего станка относится к основным узлам, от которого зависят точностные параметры станка и производительность обработки. Этим обусловлены высокие требования, предъявляемые к шпиндельному узлу: точности вращения, виброустойчивости, быстроходности, к несущей способности шпиндельных опор, их долговечности и допустимому нагреву.
Точность вращения шпинделей металлорежущих станков определяется стандартами в зависимости от типа, класса точности и назначения станка, а для специальных и специализированных станков — техническими требованиями. Жесткость шпинделя задается стандартами на нормы жесткости для соответствующего типа станка (допустимый прогиб конца шпинделя численно не должен превышать 1/3 допуска на радиальное биение шпинделя). Виброустойчивость должна обеспечивать заданную точность и качество обработки. Собственная частота изгибных колебаний шпинделя не должна быть ниже 200 Гц, а в ответственных случаях — 500 Гц. Быстроходность шпинделя и диапазон регулирования частот вращения зависят от назначения, конструктивных и технологических особенностей станков. Несущая способность шпиндельных опор обеспечивается правильным выбором их размеров, смазочного материала и метода его подачи. Долговечность шпиндельных опор зависит от типа шпиндельных подшипников. В станкостроении при расчете подшипников качения их долговечность принимают равной 5000 ч. Подшипники скольжения при необходимости регулируют, и они работают до допустимого износа. Допустимый нагрев шпиндельных подшипников зависит от класса точности станка. Норма предельно допустимого нагрева в стандартах установлена только для опор качения станков нормальной точности. В качестве опор шпинделей в станках используют подшипники качения и скольжения. Чаще всего шпиндели устанавливают на 2 опоры. В опорах качения применяют шариковые, роликовые и игольчатые подшипники качения, класс точности которых выбирают в зависимости от точности станка. В опорах скольжения используют подшипники скольжения следующих типов: гидродинамические, в которых смазочный материал захватывается во время вращения шпинделя; гидростатические, в которые смазочный материал подается под давлением до начала вращения шпинделя; воздушные или газовые (аэродинамические и аэростатические); магнитные.
Воздушные, гидростатические и магнитные опоры по точности и быстроходности превосходят опоры качения и гидродинамические опоры скольжения. Так, отклонение от круглости обработанного изделия, установленного в шпинделе на гидростатических опорах, составляет 0,2 мкм, в то время как при установке изделия в шпинделе на опорах качения этот параметр равен 1 мкм. Шпиндельные узлы с магнитными опорами обеспечивают шероховатость обработанной поверхности 0,025 мкм (с опорами качения 0,32 мкм, а с гидродинамическими опорами скольжения 0,16 мкм). Радиальное и осевое биения шпинделя на гидростатических опорах составляют порядка 0,05 мкм (на опорах качения — I мкм, на гидродинамических опорах скольжения — 0,5 мкм).
При использовании аэростатических опор в шпинделях внутришлифовальных станков удалось уменьшить отклонение от круглости обработанных отверстий до 0,5 мкм и снизить шероховатость обработанной поверхности на I — 2 разряда. Важной областью применения шпинделей на аэростатических опорах является обработка хрупких неметаллических материалов, а также контурное фрезерование печатных плат и сверление в них отверстий диаметрами 0,3...3 мм.
Для выполнения таких технологических операций частота вращения шпинделя должна достигать 300 000 об/мин. Это вызвано очень малой величиной диаметра шлифовального круга и большими значениями скоростей резания при внутреннем шлифовании: V=7iDπ/60*1000, V - скорость резания при шлифовании, м/сек; D - диаметр шлифовального круга, мм; n - частота вращения шлифовального круга, об/мин.
Реализация таких высоких частот вращения обеспечивается в настоящее время за счет применения пневмо- и электрошпинделей.
Конструкция пневмошпинделя современного прецизионного внутришлифовального станка (рис. 2) представляет собой вал, вращающийся на 2-х газовых подшипниках [7]. Вал 1 приводится во вращение турбиной, работающей на сжатом воздухе под давлением 0,4...0,6 МПа. Воздух из центрального канала вала через радиальные каналы поступает в кольцевую канавку 5 и по радиальным каналам 11 — к соплам 12. Для питания пневмошпинделя воздух подается через штуцер 6 к радиальным опорам 2 и 10, далее через отверстия 3 — к подпятнику 4, который представляет собой пористое тело. Осевой зазор вала между подпятником 4 и втулкой 9 при отключенной подаче воздуха составляет 20...25 мкм. Воздух, охлаждающий переднюю опору и подпятник, проходит через пазы 7 б в передней крышке и каналы 15 в корпусе 14 и щитах. Пневмошпиндель снабжен глушителями 7, 8 и 13.
Воздух для питания турбины и опор очищается от пыли, маслa, влаги в специальном устройстве.
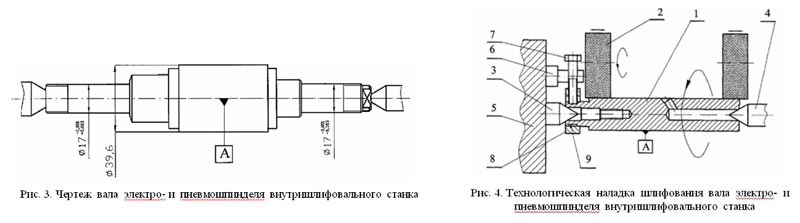
Требования по точности, жесткости и виброустойчивости к валу пневмошпинделя (рис. 3), вращающемуся с такой высокой скоростью, очень жесткие. Допуск на наружные посадочные размеры шеек вала, выражается величиной размера на допуск 0,002-0,003 мм (2-3 микрона) и не зависит от величины диаметра шейки вала, от 8 мм до 50 мм допуск один (единый), по 1-2 квалитету точности по ЕСДП. Допуск на конусность, параллельность выражается величиной от 0,0006-0,0015 мм, отклонения от круглости - 0,0005 - 0,0012 мм. Финишные (отделочные) операции выполняются на шлифовальных станках особо высокой точности. Процесс шлифования вала (рис.4) выполняется на проход: А - базовая поверхность, 1 -шлифуемый вал (перемещается гидравлической системой станка) между центрами 3 и 4, шлифовальный круг 2. Планшайба передней бабки 5 с установленным поводком 6, передающем вращение валу 1 с помощью болта 7 и хомутика 8. Болт 7 контактирует с поверхностью лыски 9 для ключа.
Формирование свойств изделий происходит не только на финишных операциях технологического процесса, но и на всем его протяжении. Каждая производственная погрешность в своем составе имеет соответствующую долю от изготовления материала на стадии металлургии от заготовительного производства, механической обработки резанием, сборки и т.д. Поэтому можно утверждать, что свойства изделий, выраженные через показатели качества, технологически наследуются от предшествующих операций к последующим. Эффект наследования заметен тем более, чем выше точностные показатели изделий. Технологическим наследованием называется явление переноса свойств объектов от предшествующих технологических операций к последующим. Эти свойства могут быть как полезными, так и вредными. Сохранение же этих свойств у объектов называют технологической наследственностью. В процессе передачи свойств важную роль играет так называемая наследственная информация. Она заключается в материале деталей и поверхностных слоях этих деталей. Информация представляет собой большой перечень показателей качества: точность размера и формы, взаимное расположение поверхностей, шероховатость и волнистость поверхности, качество поверхностного слоя и т.д. Носителями наследственной информации являются собственно материал высокоточной детали, а также ее поверхности с многообразием параметров, описывающих состояние этих поверхностей. Носители информации активно участвуют в технологическом процессе, проходя через различные "барьеры", либо задерживаясь на них частично или полностью. Самым существенным "барьером" являются термические операции. Отклонения фактической формы заготовок от идеальной вполне определенным образом передаются от одной операции к другой. В частном случае это явление может быть названо копированием.
Поэтому погрешности формы (отклонение от круглости, отклонение от цилиндричности), образованные при токарной обработке пневмошпинделей, будут скопированы с каким-то коэффициентом преобразования на шлифовальной операции.
Проведенный анализ технологических процессов изготовления высокоточных (прецизионных) деталей на примере пневмошпинделей внутришлифовальных станков показывает:
1. Изготовление высокоточных деталей требует разработки специальных технологических процессов.
2. Погрешности обработки, полученные на предшествующих технологических операциях, копируются с каким-то коэффициентом преобразования на последующих операциях.
3. На точностные параметры изготавливаемых прецизионных деталей при финишных (чистовых) технологических операциях (точение, шлифование) большую роль оказывают тепловые процессы и вибрации.
Целью данной работы является конструкторская разработка приспособления для изготовления высокоточных деталей точением путем автоматического регулирования продольной подачи при увеличении уровня относительных виброперемещений резца и заготовки выше заданных.
2. Разработка приспособления для измерения относительных виброперемещений резца и пневмошпинделя при точении
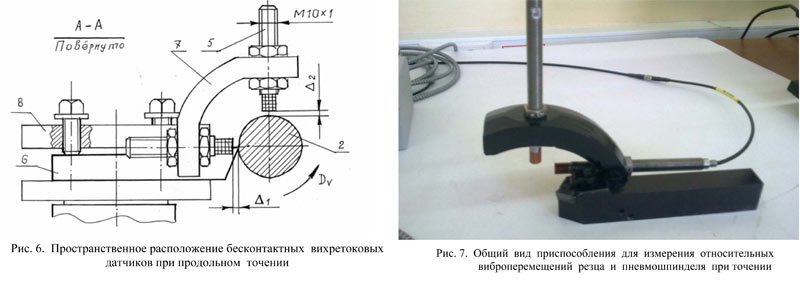
Для измерения относительных виброперемещений резца и обрабатываемого пнемошпинделя было сконструировано и изготовлено специальное приспособление, позволяющее выполнять регистрацию уровня вектора вибрации в процессе токарной обработки (рис. 6, 7 - защитный экран снят). В несущей скобе приспособления выполнены отверстия для закрепления датчиков с резьбой М1 0х1, что позволяет производить настройку воздушных зазоров Ai и Аг с высокой степенью точности (изготовление приспособления выполнил зав. «Механической мастерской КАиР № 27» Николаев А.П.).
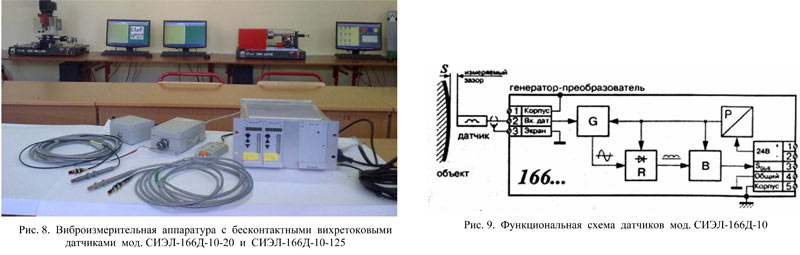
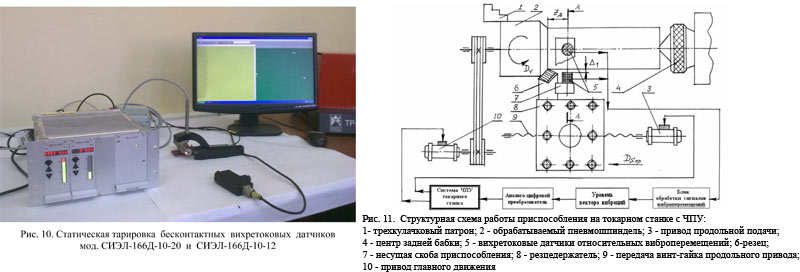
Измерение относительных виброперемещений резца и обрабатываемого пнемошпинделя выполнялось с помощью виброизмерительной аппаратуры ЗАО «СИЭЛ» с преобразователями линейных перемещений (ПЛП) мод. СИЭЛ-166Д-10-20 и СИЭЛ-166Д-10-125 (рис.8). Преобразование выходного сигнала датчиков и согласование с регистрирующей аппаратурой осуществлялось с помощью генератора-преобразователя мод.СИЭЛ-1661-10 (комплект виброизмерительной аппаратуры предоставлен фирмой ООО «ДИАМЕХ 2000»). ПЛП состоит из датчика 166Д.., подключенного к генератору G преобразователя (рис. 9). Датчиком служит катушка индуктивности, входящая в контур генератора. При изменении расстояния S между катушкой и объектом из ферромагнитного сплава изменяется индуктивность катушки и ее добротность, обусловленная потерями на вихревые токи в материале объекта. При этом пропорционально изменяется амплитуда колебаний генератора. К выходу генератора подключен выпрямитель R , сигнал на выходе которого пропорционален пиковому значению амплитуды колебаний генератора. Постоянная времени фильтра выпрямителя обеспечивает измерение виброперемещения в рабочем диапазоне частот. На выход ПЛП сигнал поступает через нормирующий буферный каскад В, в котором устанавливается требуемый коэффициент преобразования и вид выходного сигнала. Все узлы ПЛП питаются от источника Р, гальванически изолированного от входных зажимов питания ПЛП.
Статическая тарировка бесконтактных вихретоковых датчиков выполнялась изменением зазора с помощью микрометрической подачи преобразователя (рис.10).
Измерения относительных виброперемещений резца и пневмошпинделя выполнялись в режиме холостого хода (без снятия стружки) на токарном станке мод. CC-D-6000E с ЧПУ KOS2 в лаборатории «Автоматическое управление» КАиР № 27 по методике испытаний в соответствии с требованиями стандарта.
Работа приспособления происходит в следующей последовательности (рис. 11):
в процессе токарной обработки регистрируются относительные виброперемещения резца и заготовки в 2-х взаимно перпендикулярных направлениях и подаются на блок обработки сигналов, где определяется суммарное значение вектора вибрации. После сравнения с допустимым значением вектора вибрации и получения величины рассогласования сигнал преобразуется в цифровой код и подается на систему ЧПУ для уменьшения величины продольной подачи, если рассогласование превысило допустимую норму. Снижение продольной подачи будет продолжаться до тех пор, пока вектор вибрации не достигнет допустимого значения.
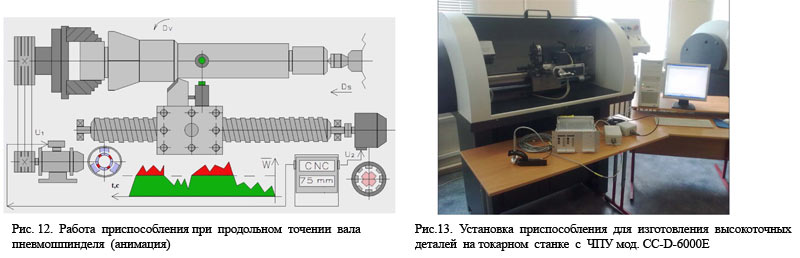
Последовательность движений рабочих органов токарного станка с ЧПУ при изготовлении пневмошпинделя и работа приспособления показана в режиме анимации (рис. 12), программа которой выполнена в SCADA-системе InTouch Wonderware (табл. 2)
Проверка работоспособности приспособления для изготовления высокоточных деталей выполнялась в режиме холостого хода на токарном станке с ЧПУ мод.CC-D-6000E (рис.13) в лаборатории «Автоматизация технологических процессов КАиР №27».
3. Выводы по конструкторской работе
1. Проведен анализ технологических методов изготовления высокоточных (прецизионных) деталей машиностроения.
2. Приведены результаты исследований по копированию (наследственности) погрешностей механической обработки на последующих технологических операциях.
3. Разработана конструкторская документация на приспособление, позволяющее изготавливать высокоточные детали на токарных станках с ЧПУ.
4. Изготовленное приспособление прошло испытание на токарном станке мод. CC-D-6000E с ЧПУ KOS2 в лаборатории «Автоматическое управление» КАиР № 27 (режим холостого хода).
5. Разработана программа автоматического управления технологическим приспособлением для изготовления высокоточных деталей на токарном станке с ЧПУ в SCADA-системе InTouch Wonderware, демонстрирующая визуально последовательность движений рабочих органов станка, приспособления в ходе изготовления деталей, уменьшения продольной подачи в случае выхода вектора вибрации за предельное значение.
Портал журнала «Наука и жизнь» использует файлы cookie и рекомендательные технологии.
Продолжая пользоваться порталом, вы соглашаетесь с хранением и использованием
порталом и партнёрскими сайтами файлов cookie и рекомендательных технологий на вашем устройстве.
Подробнее